|
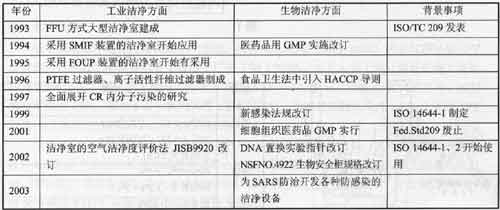
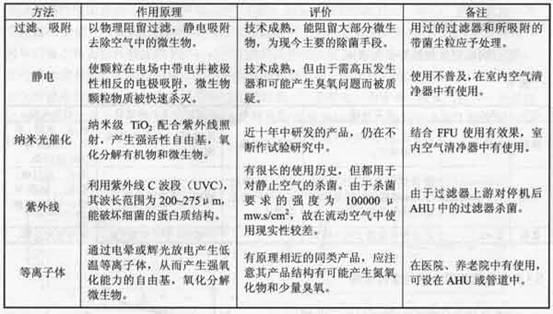
1 、日本洁净技术进展概要
日本近―年来空气洁净技术方面的进展从表 1 中可知其梗概。
表一
2 、微电子生产厂房设计要求和厂房设计的总体演变
对于微电子、半导体、精密机械等制造领域,从空气洁净方面要实现若十主要指标,如空气中的尘埃粒子和细菌数、温湿度和压力的控制范围,还要附带除去特定的影响工艺的有害物质和臭气等。为达到相关的生产过程,应同时从技术上满足以下要求:低噪声、低振动、防静电作用、高精度的温湿度控制、气体和水的高纯度、洁净服和洁净辅助设施、化学污染的防止、监测和管理等。以生产256Mbit 的工业洁净室为例,应达到如表 2所列的各种指标。
芯片生产的另―显著特点是工业过程复杂,集成度越高,工艺程序越多,多达数百道工艺,依靠人工是不能实现的。
据日本统计,对于常规的半导体芯片工厂,其全年能耗为办公楼的15 倍。工厂使用的能源 70~80 为电力,其中生产设备用电为 40 %,空凋设备用电为 40 %,其他为照明、纯水制备、废水处理等。而空凋设备用电量中, 50 %为冷热源耗电,25%为空气和水的输送动力耗电。工艺设备中则以扩散工艺为甚,其散发的热量就构成了空调的冷负荷。空调输送能耗则主要因为洁净厂房的换气次数太高,随着工艺的超净化,最高换气次数可达600 次/时。
所以上世纪90年代中期开始,日本对芯片生产的洁净厂房设计不断进行改进。其主要变化如图 1 所示。
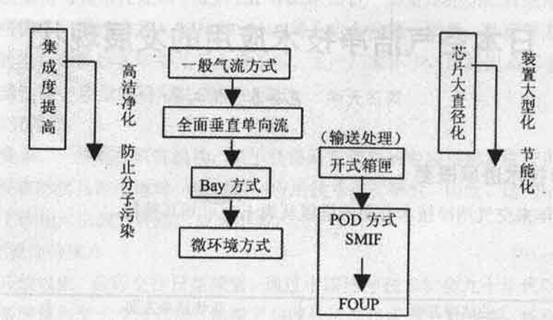 图 1 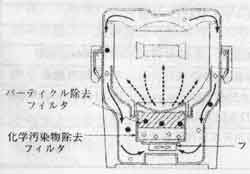
图 2
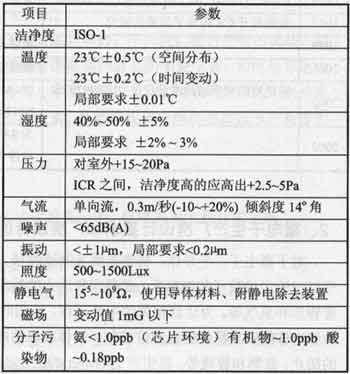
表 2
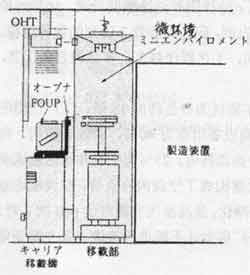
图 3
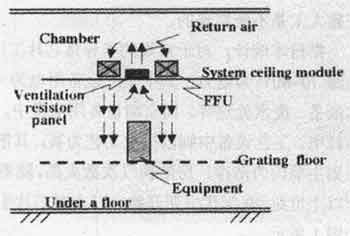
图 4
当芯片厂生产采用微环境和带有 FOUP 装置的自动化输送流程后,工作人员可以减少,
对 Φ300mm 的芯片生产十分需要。 FOUP 是带有净化装置的装载芯片的匣子,用于生产过程的输送系统中 FOUP 的构造示意于图 2 中。箱内净化方法有采用多种途径 ( 如 ULPA ,化学过滤器,光触媒技术,光电子净化等 ) 以保证运输中的芯片表面不被污染。它在微环境系统中的功能如图 3 所示。
FOUP 的传送有垂直方向和水平方向,后者沿顶部行走,传送机构采用的材料和结构不允许产生污染,传输过程一般与洁净储存架亦相结合。 3 、大统间洁净室的净化与空调方式
3.1 设计趋向
基于采用微环境方式来保证生产环境,所以对大统间 (Ball room) 的空气净化要求可以放宽,日本近二年建设的多个微电子厂房 ( 如 LPIDA 、东芝大分工场、索尼长崎工场等均为 Φ300 芯片 ) 均采用大统间洁净度为 IS05.5 级 ( ≥ 0.3μm , 1000 个/ ft3) 的水平。 FFU 满布率约为 25 %,相当于房间换气次数 60-80 次/时。即将建成的我国与 NEC 合资的 TFT 制造厂 ( 上海松江 ) 也采用了这种方式的洁净室。
由于 FFU 间隔布置,通常在末没置 FFU 的吊顶平而处安放盲板,则其下方将形成涡流区,局部地区产生的尘埃将形成滞留现象。为此,将盲板改换成有一定通风阻力的通风阻尼
层,藉压差 ( 吊顶内为负压 ) 在此形成局部回风气流, ( 图 4) 。经日立建设研究,认为,对 50 %满布率 (PFU 间隔布置 ) 的洁净室较为有效。
3.2 净化空调系统方式的比较
3.2.1 净化方式
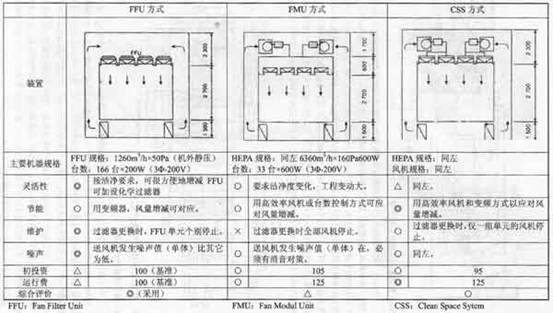
当采用大统间 HEPA 满布洁净室时,空气净化方案有: (1)FFU 方式; (2)FMU 方式和 (3)CSS 方式。对冷负荷处理的方式有: (1) 干盘管方式: (2) 风机盘管方式;和 (3) 空凋机方式。迄今为止,最多的选择为 FFU+ 干盘管方式。
日本山梨日本电气公司大分丁场 ( 二期 ) 建设中对此作了经济分析,其结论如表 3 所示,而且认为干盘管方式在初投资和运行费用方面也是最有利的。索尼厚木技术中心 103 号馆,日本产业技术综合研究所研究栋 ( 茨城县 ) ……等均采用此方法。我国近几年建设的芯片制造厂也都采用这种方法。
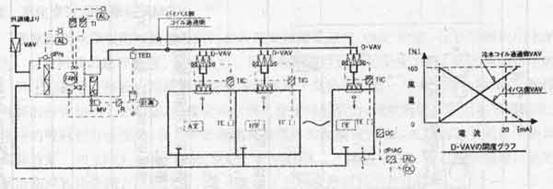
3.2.2 空气处理 对于大换气次数的洁净室,由于采用循环风干冷却盘管处理,从空气焓湿图上分析,新风处理箱在热湿处理方面必须实现大焓差 ( 图 5a) ,在大焓差处理后露点温度很低,需要再热。可将预冷盘管的出水引入再热盘管,以减少能耗 ( 图 5b) 就是―个有代表性的新风处理箱,还必须通过一毓的净化处理 ( 包括化学过滤器等 ) 。
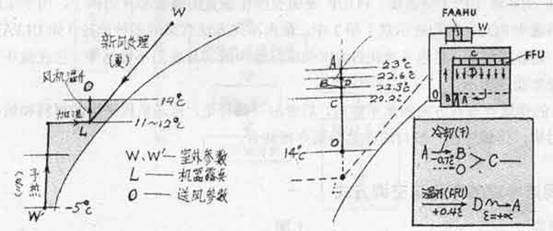
图 5a
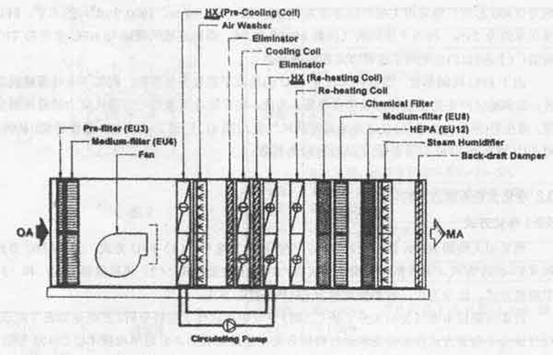
图 5b
对小换气次数洁净室,都采用非单向流送回风方式。但其风量仍远大于处理冷热负荷的通风量。此时,为既保证挣化要求,又需满足冷热负荷,可采用双 VAV 混合方式,这种系统如图 6 所示。
3.3 高精度的温湿度控制装置
作为微环境控制技术之一的高精度温湿度控制技术,对芯片制造的光刻工艺等是必不可少的,随着集成度的提高,温度控制精度由± 0.5~C 、 i0.3~C 、± 0.1 ℃、 4-0.05 ℃, 4-0.01 ℃向 +0.002~C 进展。被控制的工作空间是一个恒温小室 (TCC) ,图 7a 是日立建设开发的高精度恒温控制小室的示意图。空气温度控制采用了一种特殊的加热器,在出风口处用水晶温度计可达± 0.002 ℃的恒温精度 ( 系统中冷水温度的波动控制精度亦极高 ) 。对于市场需求量大的恒温恒湿小室可由丁厂生产,图 7b 是适用于温度为 20 ℃ -26 ℃ ( 精度± 0.1 ℃ ) 、湿度为 5 % -40 %。 ( 精度 4-2 % ) 的装配式结构,为保证低湿度要求可在小室外专设除湿机。
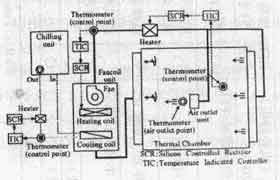
图7a
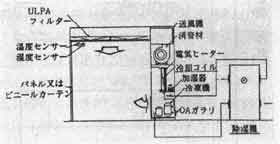
图7b
4 防止化学物质污染的技术
4.1 分子污染物的影响
分子态化学污染对芯片生产的影响越来越明显,尽管这种空气传播的分子态污染物
(AMC) 的浓度远低于』:业卫生所关注的水平,但对微电子生产过程中会造成膜触差、漏电、腐蚀、积层缺陷、电阻率不均匀、减少寿命等不良后果。 ISO 14644 , 8 作出了分子态污染物的分类。它们可以是固态微粒、液态、蒸汽 (1-9μm) 和气态 (0.0003-0.007μm) ,
洁净室中 AMC 的主要产生源为生产过程中的化学药品、建材 ( 包括过滤器 ) 以及从室外空气传入的。其化学特性可以是有机的、无机的、包括酸、碱、聚合物添加剂、有机金属化合物、凝缩剂等。在微电子洁净室外中微量度的 AMC 除了可以直接测定其浓度以外还可以在一定时间内测定 AMC 对铜或银的腐蚀量 ( 厚度 A) 来评价。
表 3 洁净室方式的比较
4.2 用化学过滤器净化 AMC
通常采用化学吸附和物理吸附两种机理来消除低浓度 AMC 物质。化学吸附利用化学反应力,对吸附质的选择性强、稳定性好,用以吸附毒性强的污染物为好,因其是不可逆的过程。另一种离子交换反应功能的无纺布等制成离子交换纤维对一些难于除去的 NH3 酸性物质气体的静化作用十分明显。物理吸附则领先分子间的引力,把吸附物质吸附在吸附剂表面。最常用的吸附剂为活性炭,视其所处理的有害气体的性质应先予以浸渍在相关的化学物质以提高其效果,如 MnO2( 用于除去 SOx) , KmnO4( 用于除去 NOx , ) 等,也就是说,此时同时利用物理和化学两方面的作用。表 4 表示了三种吸附材料的净化特性。
表 4

根据微电子丁厂的生产工艺需要,可采用不同的 AMC 过滤装置。图 8 即装置实例。根
据日本无机公司的试验,用光触媒净化器与 FFU 相结合,对除去洁净室内高沸点有机气很有效果。
4.3 用湿法净化处理 AMG
用传统的喷淋室湿法处理空气来接去新风中的 AMC 是很有效的,日本开展过很多应用研究。近来,采用“湿壁” ( 如同加湿用“湿帘” ) 处理新风中的 AMCo 日本, 9 ,菱和公司作了研究,如图 9 中的装置,风量为 9000m3 / h ,湿壁通过风速为 2.8m / s ,纯水 ( 去离子水 ) 补给予量为 1.8 升份,即水气比为 0.01Kg / m3 ,其净化率为对 N b /约 90 %, CL ・约 50 %, NOx-25-55 %, S042 ・为 92 ~ 94 %。为了保证湿壁有良好的亲水性,上游空气过滤器应有 NBS90 %的效率。为节约纯水量,可视排水中的 AMC 浓度 ( 测定其电导率 ) 来控制其补给予量。
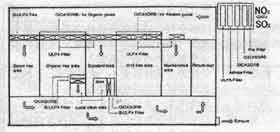
图 8
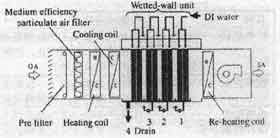
图 9
4.4 高效过滤器的关注的新问题
现在晶片加工的水平是 0.1μm 线宽,直径 Φ300mm 的产品。上述 AMC 问题有的是由空气过滤器造成的 ( 如本身含 B 元素 ) 。日本富士通公司的研究认为:空调过程中,空气经 AHU 、风管进入建筑物 ( 建材 ) 的流程中,空气因接触空气过滤器所造成的影响要占 80 %。
因此要求空气过滤器自身不产生污染物是十分重要的。例如,传统的 HEPA 或 ULPA 过滤器均以超细硅硼酸玻璃纤维为原料制成的, ( 其中 SiO2 占 57.9 % B203 占 10 % ) ,从而成为洁净室内 B 污染的主要原因。玻璃纤维制成的过滤器另一个缺点是废弃后难以处理 ( 不能烧掉 ) 。用聚四氟乙稀为原料制成的 PTFE 高效过滤器虽然优点很多 ( 阻力小、强度高 ) 但价格昂贵,采用带电的有机纤维制作的高效率过滤器效率初期虽高,但随着时间而下降,因此,现在开发利用极细的有机纤维制成传统的 HEPA 过滤器,它不带电,不含 B ,散发气体少,可焚烧或再利用。日本公司开发的该过滤器与传统玻纤制品在相同的条件下的比较如图 10 所示。
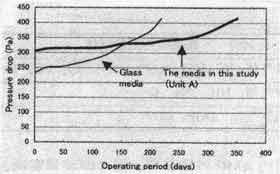 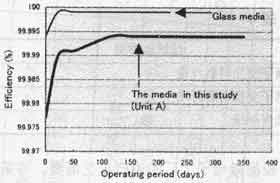
图 10
5 、生物洁净技术应用的进展
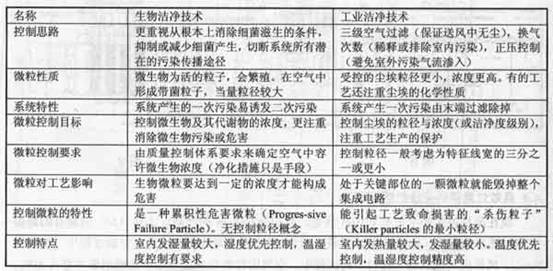
生物洁净技术是对于环境的生物污染控制,其控制对象是微生物粒子 ( 活性粒子 ) 。因微生物粒子亦属颗粒物质,故其控制手段在很多方面借助了工业洁净室技术。表 5 给出了生物洁净技术与洁净技术的不同控制要求。日本在生物洁净技术方面的起步较早,上世纪七十年代已在医院应用,此后在食品工业、生物洁净设施等方面亦获得推广应用。 2003 年世界范围内的 SARS 传播时日本为此也作了许多生物污染技术方面的研发工作。
表 5
5.1 生物污染控制的概念和术语
5.1.1 病原微生物概念
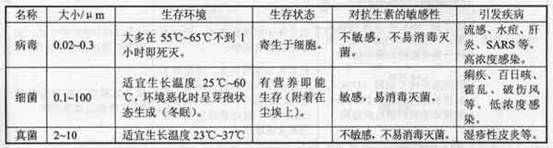
部分病原微生物的特征如表 6 。
表 6
5.1.2 去除病原微生物的常用术语日本在这方面并不一致,日本工业规格 ( Ⅱ S) 中生物技术用语 (IS K3600) 与污染控制用语 (JIS Z8122) 对去除微生物的定义分别如表 7 所示。此外,日本家用电器制品协会、住宅设备系统协会等亦有定义。除此之外有“抗菌”等概念。所谓抗菌,是指抑止微生物的发生、成育、增殖仅以细菌为对象,即抑制制品表面的细菌增殖。日本又曾提出“静菌”的概念,其定义用图 11 表示。
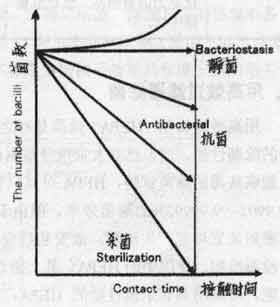
图 11
由表 7 可见,在概念上是略有区分的。
日本在空气中清除和杀灭病原微生物常用的方法如表 8 所示。
表 7
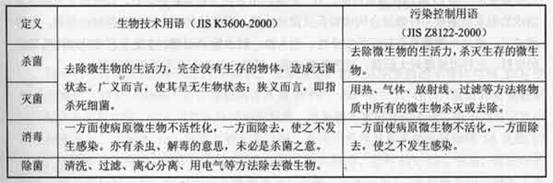
表 8
6 、用高效过滤器除菌
用高效过滤器 (HEPA) 除菌是行之有效的基本方法,图 12 说明了不同等级的空气过滤器的除菌性能,过去已有大量报导数据证实 HEPA 除菌的有效性。最近,日本报道:对于豚水胞病病毒的除菌试验, HEPA 对其只有 99.998~99.9997 %的除菌效率,对于 ULPA 则具有 99.9992-999992 %的除菌效率。但由于过滤器运输、安装过程中有可能产生缺陷以及框架的密封装置可能产生渗漏。故安装后应在过滤器上游用试验粒子 (DOP 、 PAO 等粒子 ) 进行检漏检测。使用中的 HEPA ,其上游迎风面有微生物生存,为了保证其不产生二次污染的可能,可采用具有杀菌性能的 HEPA ,已经可实用的含有杀菌酵素, ( 又称溶菌酶,取自动物体液中的生物酶 ) 的高效过滤器,它可破坏细菌、真菌、病毒表面的蛋白质,使其死灭。杀菌酵素是通过特殊处理将其固定在滤料上,以期保持长期的活性。日本的医药和食品行业己批量使用。图 13 表示其杀菌性能。另一种是利用直径为数 um 的沸石,以银离子交换技术制成的银系抗菌剂与纤维结合构成银系抗菌过滤器,微生物的蛋白质与银接触而凝固,井导致杀灭。银系抗菌素具有较好的安全性、耐久性、耐热性。根据日本北里环境化学中心提供的资料,这种过滤器对大肠菌、黄色葡萄球菌、绿浓菌等均有非常显著的效果。
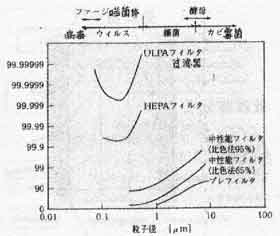
图 12
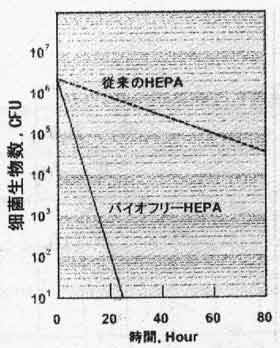
图 13
不仅高效过滤器可以除菌,只要对尘埃粒子具有一定效率的过滤器均对微生物粒子有过滤作用。日本国立保健医疗科学院柳宇等 2003 年在对办公楼空调系统的现场测试中,又一次验证了这一结果。该测定发现:浮游黄色葡萄球菌、浮游总细菌、浮游真菌的捕集率各自与, 1μm 、, 2μm 、, 5μm 的微粒的捕集率相关。图 14 表示不同建筑物 ( 采用不同过滤器等级 ) 过滤器效率和粒径的关系。图 15 则表示粒子效率和微生物粒子效率具有很一致的相关性。
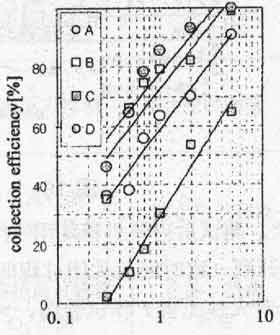
图 14
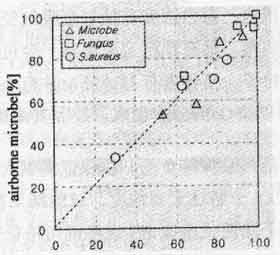
图15
[1] [2] 下一页
建议您将《日本空气洁净技术应用的发展现状》收藏到网摘,方便以后查看。点上面的图标就能收藏!
|

 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 
